 扫一扫,手机浏览
扫一扫,手机浏览
- 技术文章
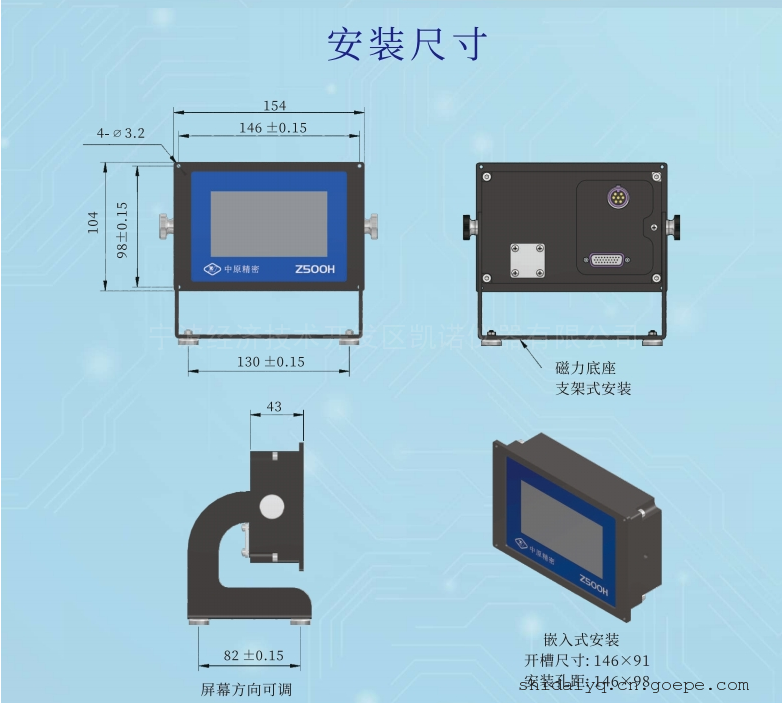
机床主轴孔径测量控制仪中原精密Z500H使用说明
2024-12-18 14:43:19 来源:宁波经济技术开发区凯诺仪器有限公司
一、界面显示
Z500H 控制仪分为三个功能窗口,显示、编程、设置。系统默认进 入主页面显示界面。 从“主页面”界面可进入以下导航子环境:
显示:
该菜单页面可用于以不同方式对测量值进行显示,并可对其进行一系列 调节,这一功能在磨削以及测量系统的设置阶段非常有用。
编程:
“编程”菜单页面可用于对测量循环的相关参数进行编程设定。
设置:
进入“设置”菜单后,即可对电子单元以及与之相连的硬件的所有参数进行 设置。
二、测量界面
在“主页面”界面下,点击“显示”后跳转到如下“观察”界面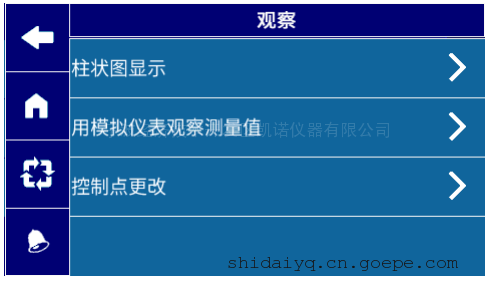
点击“柱状图显示”后进入自动测量界面,如下图所示:窗口功能:测量项目的测量值以数字形式显示和零位调整。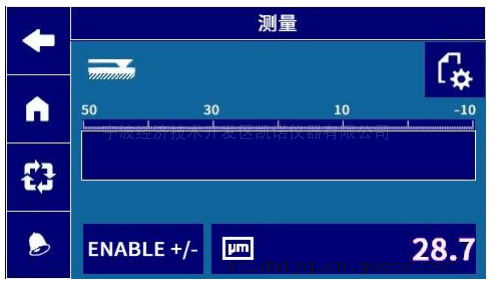
右下角数值28.7:显示测量项目的测量值
ENABLE+/-:点击后进行 0.5 补调
右上角设置按钮:点击后进入“零位调整”界面。
三、使用方法
参数设定:
1、点击 主页按钮进入主页面,点击【编程】,选择【磨削面类型参数】并点击右侧列表 ,选择 【往复运动】并勾选。
2、以下参数为出厂默认参数:
★①【等待时间】=5;【测量时间】=25;【算法类型】=导数;
★②【表面磨削类型】→【模拟量参数】;【导数限制】=1.0;【导数时间】=2;
如需修改按以下步骤: 点击左上角箭头←返回至【磨削表面类型】页面,选择【断续表面参数】。
参数设定完成后,点击 ←返回至【编程】页面,点击【保存】。
注:★①、★②参数,根据机床的不同工作状态修改,主要视光柱变化的平稳度、显示 数值的跳动幅度以及*终保留数值的变化情况而适当修改。










-
产品分类
-
爱华声级计系列
-
爱华振动分析、建筑声学
-
其他振动噪声测量仪器
-
瑞典Easy-laser激光对中仪
-
高斯计、磁通计
-
跨棒距齿轮测量仪
-
硅钢片铁损测试仪
-
INSIZE英示量具量仪
-
环境监测类仪器
-
无损检测类设备
-
力学、光学仪器设备
-
实验室检测仪器
-
电工仪器仪表
-
激光测距仪、测径仪
-
红外热像仪、测温仪系列
-
金相设备及辅料
-
光学仪器
-
漆包线检测仪
-
日本东日产品
-
力学测试产品-山度品牌
-
力学测试产品-时代品牌
-
气动量仪
-
粗糙度仪
-
硬度计
-
测厚仪
-
超声波探伤仪
-
干燥箱/烘箱
-
影像测量仪
-
工量具
-
环境试验设备
-
光源箱
-
测振、振动时效仪
-
衡器
-
拉力试验机
-
管道漏水检测仪
-
X射线探伤机
-
元素分析仪
-
燃烧 阻燃检测设备
-
轴承加热器
-
三坐标测量机
-